









Produtos

Impresora de pasta de soldadura automática SFG ASE
Especificacións
| Modelo | ASE | |
| Elemento | ||
| Marcos de pantalla | Tamaño mínimo | 470 × 370 mm |
| Tamaño máximo | 737 × 737 mm | |
| Espesor | 25 ~ 40 mm | |
| Tamaño mínimo da PCB | 50 × 50 mm | |
| Tamaño máximo da PCB | 400 × 340 mm | |
| Espesor de PCB | 0,4 ~ 6 mm | |
| PCB Warpage | <1 % | |
| Altura de transporte | 900 ± 40 mm | |
| Dirección de transporte | Esquerda-Dereita;Dereita-Esquerda;Esquerda-Esquerda;Dereita-Dereita | |
| Velocidade de transporte | Máximo 1500 mm/s (programable) | |
| Localización da Xunta PCB | Sistema de apoio | Pin magnético/mesa arriba-abajo axustada/bloque de apoio |
| Sistema de sujeción | Suxeición lateral, boquilla de baleiro | |
| Cabezal de impresora | Dous cabezales de impresión motorizados independentes | |
| Velocidade da escobilla | 6 ~ 200 mm/s | |
| Presión da escobilla | 0 ~ 15 kg | |
| Anxo Raspador | 60°/55°/45° | |
| Tipo de escobilla | Aceiro inoxidable (estándar), plástico | |
| Velocidade de separación da plantilla | 0,1 ~ 20 mm/s (programable) | |
| Sistema de limpeza | Seco 、 húmido 、 baleiro (programable) | |
| Rangos de axuste da táboa | X:±10mm;Y:±10mm;θ:±2° | |
| Máquina | ||
| Precisión de posición de repetición | ± 0,01 mm | |
| Precisión de impresión | ± 0,025 mm | |
| Tempo de ciclo | <7s (excluír impresión e limpeza) | |
| Cambio de produto | <5 min | |
| Aire necesario | 4,5 ~ 6 kg/cm2 | |
| Entrada de enerxía | CA: 220 ± 10 %, 50/60 HZ1F3KW | |
| Método de control | Control de PC | |
| Dimensións da máquina | 1220(L)×1355(W)×1500(H)mm | |
| Peso da máquina | Aproximadamente: 1000 kg | |
Introdución

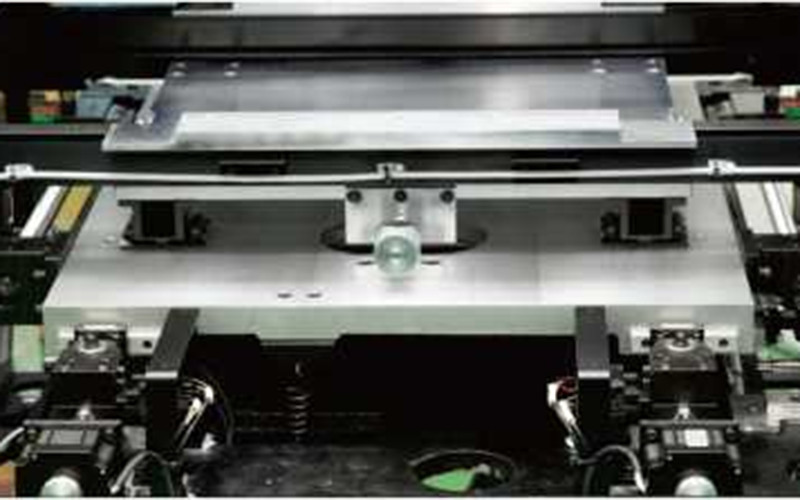
● Sistema de raspador
Rascador de conexión directa con suspensión tipo ponte de arco Cabezal de impresión co motor paso a paso auto-axustable programable e suspendido. O tipo de deslizamento de posicionamento de catro rodas con deslizadores dobres bilaterais garante a precisión e estabilidade do movemento cando o rascador funciona cara atrás e cara atrás. Dous conxuntos de rasqueta separada. as cabezas son impulsadas respectivamente por dous motores paso a paso de alta precisión, que garanten a precisión e estabilidade da presión. O sistema de control de presión de lazo pechado pode detectar e controlar con precisión a presión da raspadora durante a produción en tempo real.
● Imaxe E Sistema Óptico
Luz de anel uniforme, luz coaxial de alto brillo e sistema de visión superior/inferior avanzado. Gama completa de compensación de luz, recoñecemento automático e preciso de todo tipo de puntos MARK.Aplicable para estaño, cobre, ouro, pulverización de estaño, FPC e outros tipos de PCB con diferentes cores, capaces de garantir unha alta precisión.

● Sistema de limpeza
O sistema de limpeza do stencil é automático e eficaz.Pódense seleccionar tres opcións de limpeza en seco, limpeza húmida e depuración ao baleiro, tanto individualmente como multiplicadas.E tamén pode optar por decanar manualmente. A unidade para decano está separada da cámara CCD, o que pode minimizar a carga do motor e do impulso, mellorar a precisión e velocidade de posicionamento e prolongar a vida útil. O sistema de aspersión garante a pulverización uniforme, de arriba abaixo. A función do software pode controlar a dosificación de alcohol e papel de limpeza de stencil, aforra de forma eficaz máis consumibles. A limpeza ao baleiro é compatible cun ventilador dedicado, potente e eficaz.
● Sistema de calibración de plataforma especial dereita
A conexión de tres eixes está deseñada con características dinámicas moi altas. Lt pode axustar rapidamente a altura do conector PIN da PCB con diferentes grosores.
● Interface de operación
Usando a interface de operación de Windows XP, e fácil de aprender para o usuario, coa idea interactiva de Goodman-Machine.A programación está deseñada coa función de ensino e navegación, a orientación está dispoñible en cada paso. Diario operativo seleccionable en chinés/inglés/Rexistro de avarías/Diagnóstico de avarías
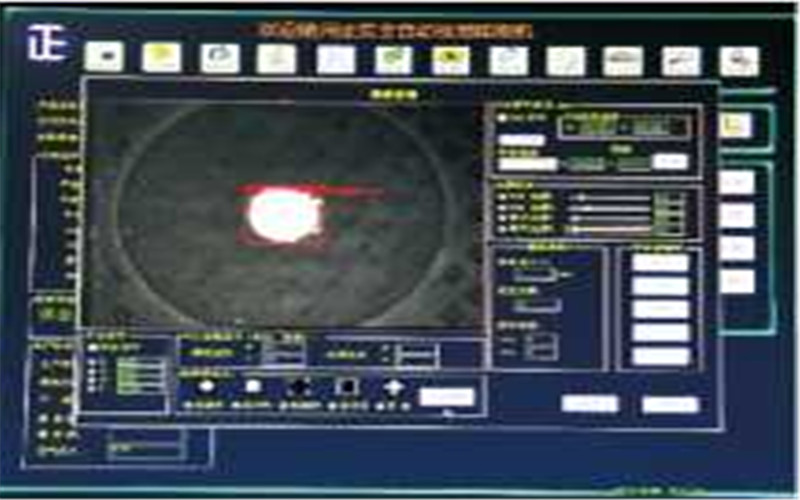
● Proba e análise de calidade da impresión en pasta 2D
Asegurar a calidade da impresión do produto, esta función pode detectar rapidamente o offset de impresión, a pasta insuficiente, a falta e os defectos de ponte e outros.






